
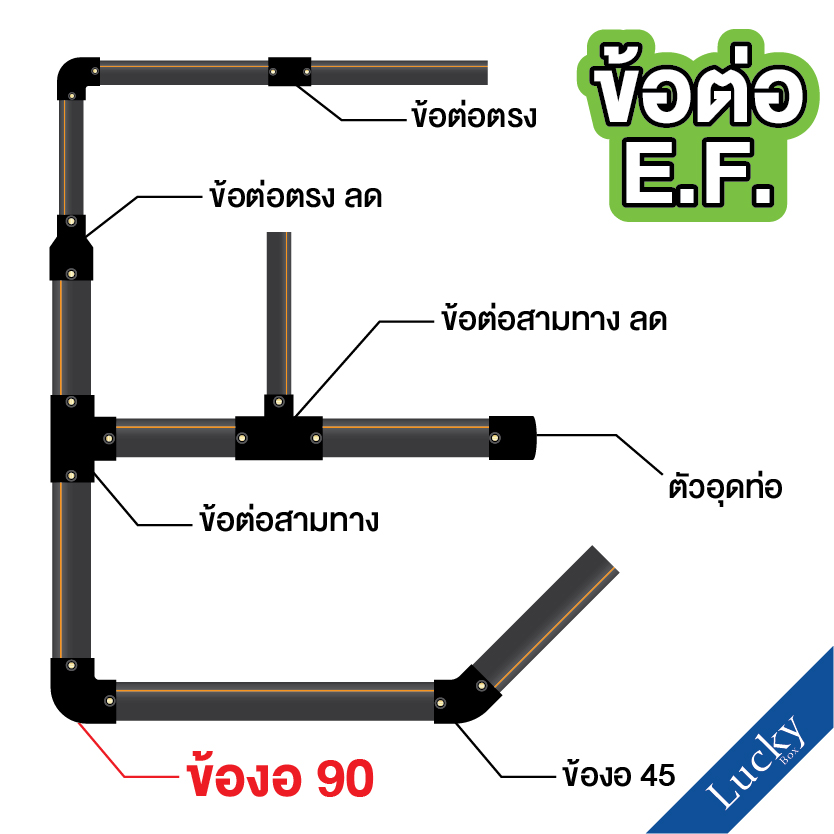
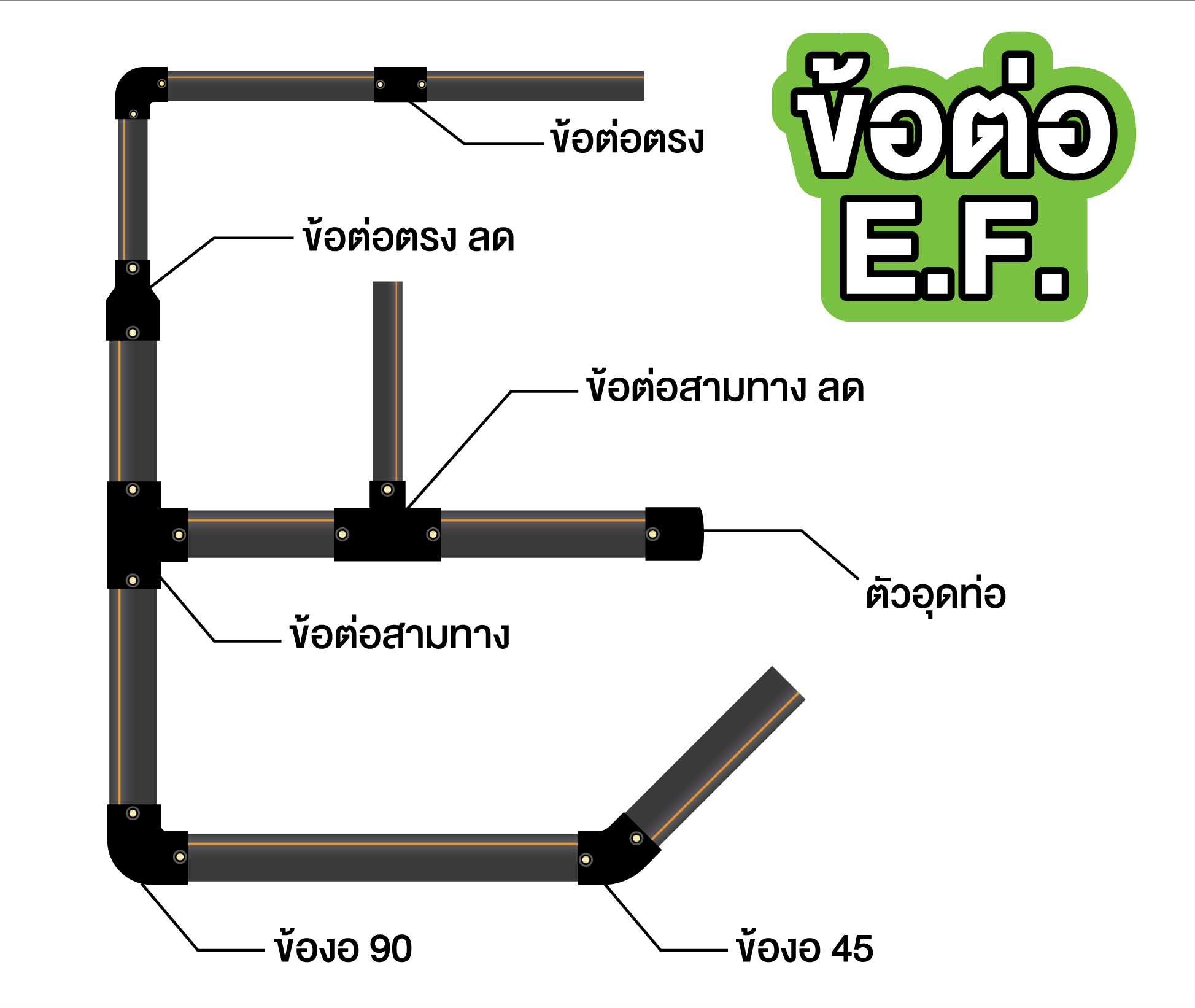
ข้อต่อ HDPE EF งอ 90 องศา แบบเชื่อมไฟฟ้า Electro Fusion







| รหัสสินค้า | SKU-03083 |
| หมวดหมู่ | ข้อต่อ HDPE Butt Fusion (B.F) , Electro Fusion (E.F) |
| ราคา | 0.00-1,075.00 บาท |
| ลงสินค้า | 23 ต.ค. 2568 |
| อัพเดทล่าสุด | 30 ต.ค. 2568 |
| คงเหลือ | ไม่จำกัด |
กรุณาเลือกชนิดสินค้าด้านล่าง

| ข้อต่อ HDPE EF งอ 90 องศา ขนาด 25 mm แบบเชื่อมไฟฟ้า Electro Fusion 
| ข้อต่อ HDPE EF งอ 90 องศา ขนาด 32 mm แบบเชื่อมไฟฟ้า Electro Fusion
| ข้อต่อ HDPE EF งอ 90 องศา ขนาด 40 mm แบบเชื่อมไฟฟ้า Electro Fusion
| ||||||||||||||||||||||||||||||
| ข้อต่อ HDPE EF งอ 90 องศา ขนาด 50 mm แบบเชื่อมไฟฟ้า Electro Fusion
| ข้อต่อ HDPE EF งอ 90 องศา ขนาด 63 mm แบบเชื่อมไฟฟ้า Electro Fusion
| ข้อต่อ HDPE EF งอ 90 องศา ขนาด 75 mm แบบเชื่อมไฟฟ้า Electro Fusion
| ||||||||||||||||||||||||||||||
| ข้อต่อ HDPE EF งอ 90 องศา ขนาด 90 mm แบบเชื่อมไฟฟ้า Electro Fusion
| ข้อต่อ HDPE EF งอ 90 องศา ขนาด 110 mm แบบเชื่อมไฟฟ้า Electro Fusion
| ข้อต่อ HDPE EF งอ 90 องศา ขนาด 125 mm แบบเชื่อมไฟฟ้า Electro Fusion
| ||||||||||||||||||||||||||||||
| ข้อต่อ HDPE EF งอ 90 องศา ขนาด 140 mm แบบเชื่อมไฟฟ้า Electro Fusion
| ข้อต่อ HDPE EF งอ 90 องศา ขนาด 160 mm แบบเชื่อมไฟฟ้า Electro Fusion
| ข้อต่อ HDPE EF งอ 90 องศา ขนาด 200 mm แบบเชื่อมไฟฟ้า Electro Fusion
| ||||||||||||||||||||||||||||||
| ข้อต่อ HDPE EF งอ 90 องศา ขนาด 225 mm แบบเชื่อมไฟฟ้า Electro Fusion
|
แสดงชิ้นที่ 1-13 จากทั้งหมด 13 ชิ้น
รายละเอียดสินค้า
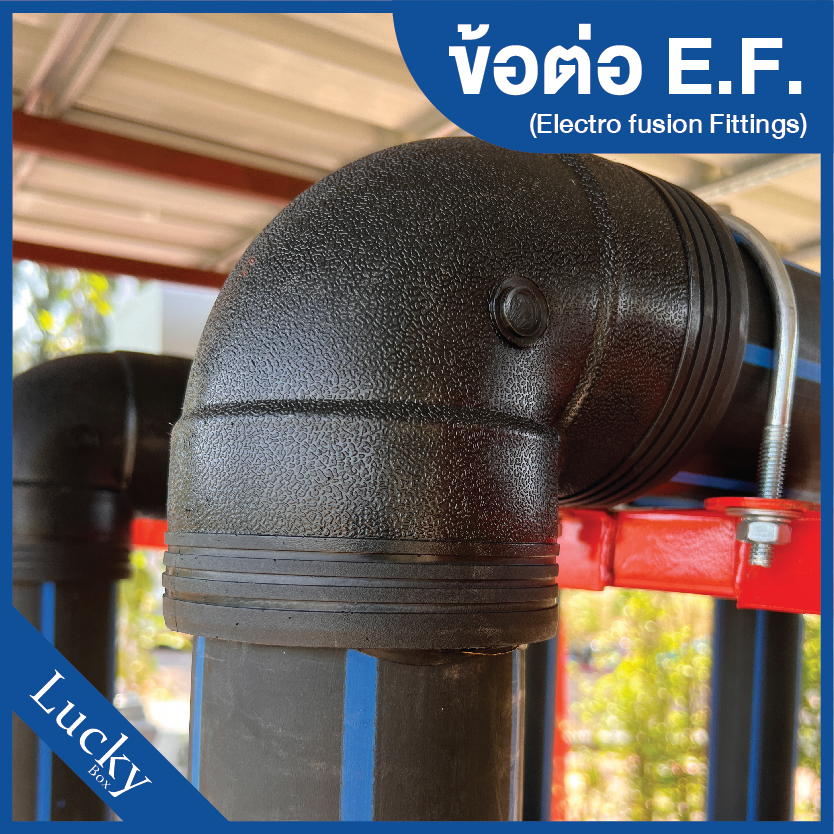
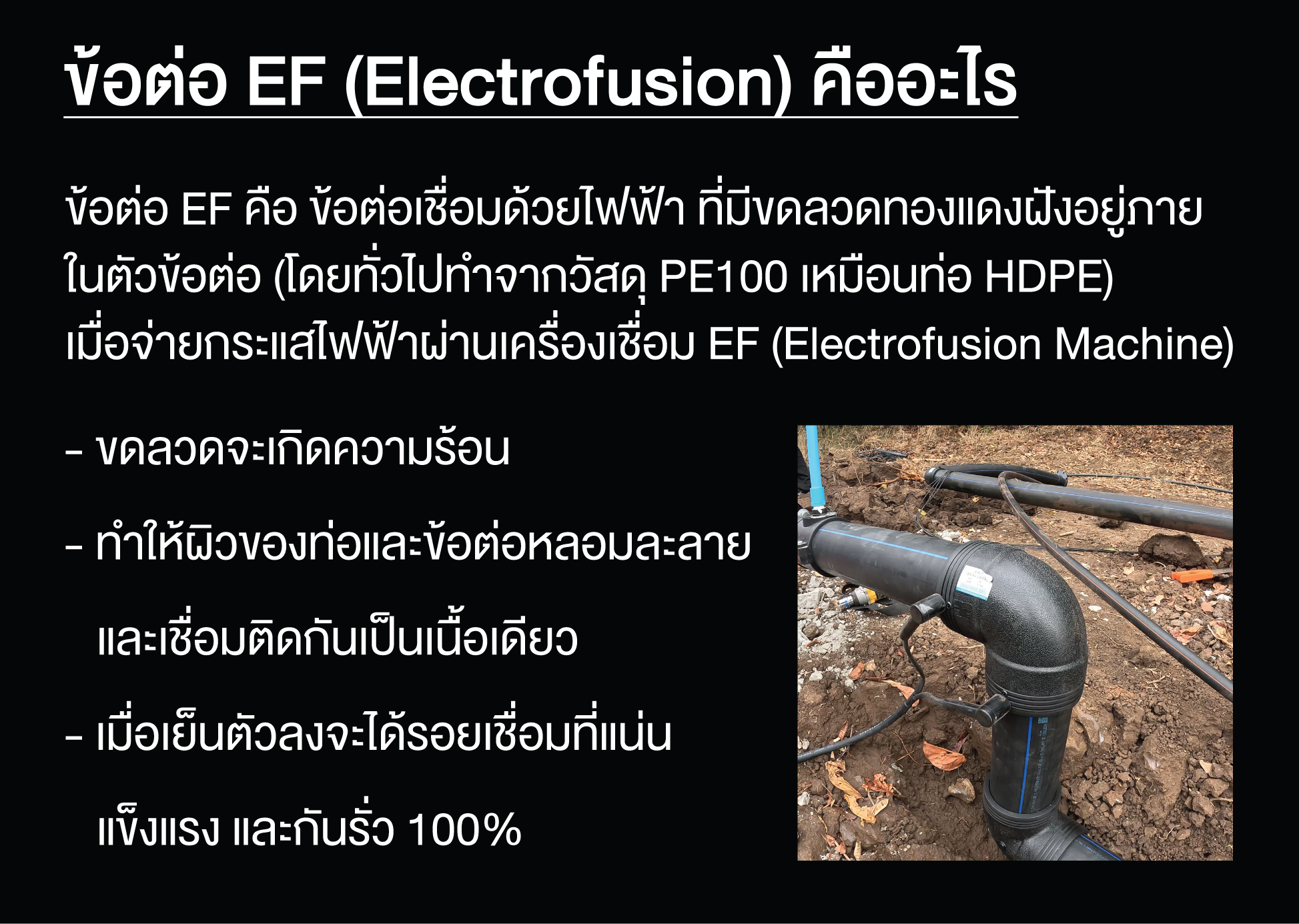
ข้อต่อ EF คือ ข้อต่อเชื่อมด้วยไฟฟ้า ที่มีขดลวดทองแดงฝังอยู่ภาย
ในตัวข้อต่อ (โดยทั่วไปทำจากวัสดุ PE100 เหมือนท่อ HDPE)
เมื่อจ่ายกระแสไฟฟ้าผ่านเครื่องเชื่อม EF (Electrofusion Machine)
- ขดลวดจะเกิดความร้อน
- ทำให้ผิวของท่อและข้อต่อหลอมละลายและเชื่อมติดกันเป็นเนื้อเดียว
- เมื่อเย็นตัวลงจะได้รอยเชื่อมที่แน่นแข็งแรง และกันรั่ว 100%
ข้อดีของข้อต่อ EF
ข้อดีของข้อต่อ EF
- เชื่อมง่าย รวดเร็ว และปลอดภัย
- ให้รอยเชื่อมแน่น น้ำไม่รั่ว
- ใช้ได้กับท่อขนาดใหญ่หรือในพื้นที่จำกัด
- ไม่ต้องใช้เปลวไฟเหมือนการเชื่อมแบบ Butt Fusion
- เหมาะกับงานที่ต้องการมาตรฐานสูง เช่น ระบบน้ำดื่ม ก๊าซ หรือท่อใต้ดิน
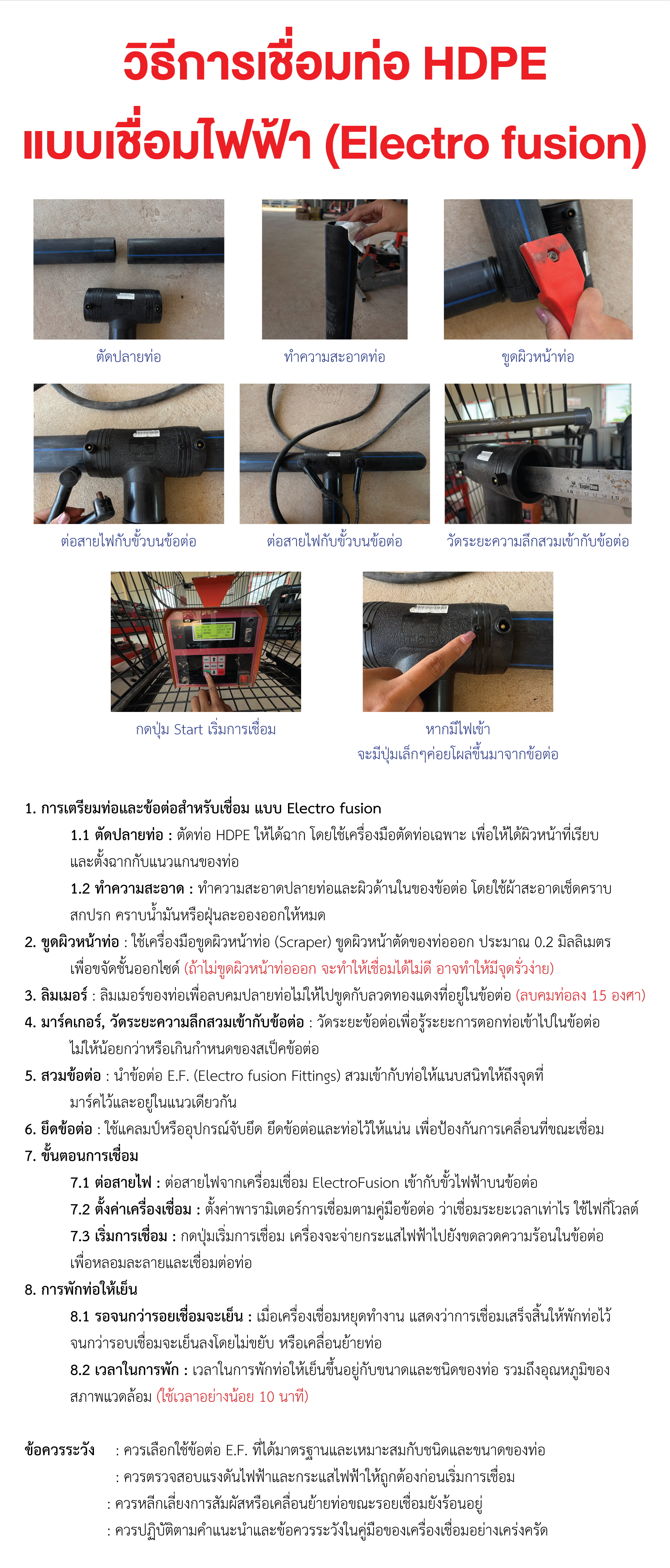
วิธีการเชื่อมท่อ HDPE แบบเชื่อมไฟฟ้า (Electro fusion)
1. การเตรียมท่อและข้อต่อสำหรับเชื่อม แบบ Electro fusion
1.1 ตัดปลายท่อ : ตัดท่อ HDPE ให้ได้ฉาก โดยใช้เครื่องมือตัดท่อเฉพาะ เพื่อให้ได้ผิวหน้าที่เรียบ
และตั้งฉากกับแนวแกนของท่อ
1.2 ทำความสะอาด : ทำความสะอาดปลายท่อและผิวด้านในของข้อต่อ โดยใช้ผ้าสะอาดเช็ดคราบ
สกปรก คราบน้ำมันหรือฝุ่นละอองออกให้หมด
2. ขูดผิวหน้าท่อ : ใช้เครื่องมือขูดผิวหน้าท่อ (Scraper) ขูดผิวหน้าตัดของท่อออก ประมาณ 0.2 มิลลิเมตร
เพื่อขจัดชั้นออกไซด์ (ถ้าไม่ขูดผิวหน้าท่อออก จะทำให้เชื่อมได้ไม่ดี อาจทำให้มีจุดรั่วง่าย)
3. ลิมเมอร์ : ลิมเมอร์ของท่อเพื่อลบคมปลายท่อไม่ให้ไปขูดกับลวดทองแดงที่อยู่ในข้อต่อ (ลบคมท่อลง 15 องศา)
4. มาร์คเกอร์, วัดระยะความลึกสวมเข้ากับข้อต่อ : วัดระยะข้อต่อเพื่อรู้ระยะการตอกท่อเข้าไปในข้อต่อ
ไม่ให้น้อยกว่าหรือเกินกำหนดของสเป็คข้อต่อ
5. สวมข้อต่อ : นำข้อต่อ E.F. (Electro fusion Fittings) สวมเข้ากับท่อให้แนบสนิทให้ถึงจุดที่
มาร์คไว้และอยู่ในแนวเดียวกัน
6. ยึดข้อต่อ : ใช้แคลมป์หรืออุปกรณ์จับยึด ยึดข้อต่อและท่อไว้ให้แน่น เพื่อป้องกันการเคลื่อนที่ขณะเชื่อม
7. ขั้นตอนการเชื่อม
7.1 ต่อสายไฟ : ต่อสายไฟจากเครื่อมเชื่อม ElectroFusion เข้ากับขั้วไฟฟ้าบนข้อต่อ
7.2 ตั้งค่าเครื่องเชื่อม : ตั้งค่าพารามิเตอร์การเชื่อมตามคู่มือข้อต่อ ว่าเชื่อมระยะเวลาเท่าไร ใช้ไฟกี่โวลต์
7.3 เริ่มการเชื่อม : กดปุ่มเริ่มการเชื่อม เครื่องจะจ่ายกระแสไฟฟ้าไปยังขดลวดความร้อนในข้อต่อ
เพื่อหลอมละลายและเชื่อมต่อท่อ
8. การพักท่อให้เย็น
8.1 รอจนกว่ารอยเชื่อมจะเย็น : เมื่อเครื่องเชื่อมหยุดทำงาน แสดงว่าการเชื่อมเสร็จสิ้นให้พักท่อไว้
จนกว่ารอบเชื่อมจะเย็นลงโดยไม่ขยับ หรือเคลื่อนย้ายท่อ
8.2 เวลาในการพัก : เวลาในการพักท่อให้เย็นขึ้นอยู่กับขนาดและชนิดของท่อ รวมถึงอุณหภูมิของ
สภาพแวดล้อม (ใช้เวลาอย่างน้อย 10 นาที)
ข้อควรระวัง
: ควรเลือกใช้ข้อต่อ E.F. ที่ได้มาตรฐานและเหมาะสมกับชนิดและขนาดของท่อ
: ควรตรวจสอบแรงดันไฟฟ้าและกระแสไฟฟ้าให้ถูกต้องก่อนเริ่มการเชื่อม
: ควรหลีกเลี่ยงการสัมผัสหรือเคลื่อนย้ายท่อขณะรอยเชื่อมยังร้อนอยู่
: ควรปฏิบัติตามคำแนะนำและข้อควรระวังในคู่มือของเครื่องเชื่อมอย่างเคร่งครัด
เงื่อนไขอื่นๆ










Join เป็นสมาชิกร้านค้า
ร้านดีที่สุด.com
/www.deetisud.com/home
สมัครสมาชิกร้านนี้ เพื่อรับสิทธิพิเศษ
MEMBER
สินค้าในตะกร้า ({{total_num}} รายการ)

ขออภัย ขณะนี้ยังไม่มีสินค้าในตะกร้า
ราคาสินค้าทั้งหมด
฿ {{price_format(total_price)}}
- ฿ {{price_format(discount.price)}}
ราคาสินค้าทั้งหมด
{{total_quantity}} ชิ้น
฿ {{price_format(after_product_price)}}
ราคาไม่รวมค่าจัดส่ง
รวมภาษีมูลค่าเพิ่มแล้ว
➜ เลือกซื้อสินค้าเพิ่ม